
Efficient BioGas Processing With The Lowest OpEx
Our BioTreater™ has the lowest OpEx and the highest cash return in the industry.
We design and build the very best BioGas processing equipment in Europe and guarantee 99.5% BioMethane recovery plus a 99.5% reduction in CO2e emissions.


Our name stands as undeniable proof of our constant quest for excellence in the design of gas processing equipment.
We are called 99pt5 because that is what we can guarantee.
99.5% BioMethane recovery and 99.5% reduction in CO2e emissions.
These are calculated, guaranteed values.
This is where we fit in your BioMethane generation world
99pt5 designs and builds compact, highly efficient BioGas processing plants. It is something we do well.
Our plants fit between your digestor and your BioMethane & CO2 output storage tanks.
Our clients are companies, like yours, that provide and install complete Organics to BioMethane Systems for farmers, industry and governments.
Those are your clients, not ours.
We offer you a better solution for our piece of your process.
BioGas is Simply a Gas that Needs Processing






Every day we design and build natural gas processing equipment for the petroleum industry with the exact same processing objective, but at much larger scale - as much as 500 times the capacity of an average BioGas facility.
Processing BioGas involves the removal of contaminants. The main objective is the elimination of hydrogen sulfide, carbon dioxide and water.
How Did We Get Here?
Our team of professionals has invested more than 30 years working together towards the design of elegant and efficient gas processing equipment that is in use today by major energy companies in more than 25 countries around the world.


The Design of Our BioTreater™
Our BioTreater™ works brilliantly.
What really counts is that we guarantee the output, which can achieve 99.5% BioMethane recovery with a 99.5% reduction in CO2e emissions, all while maintaining the lowest operating expense in the industry.
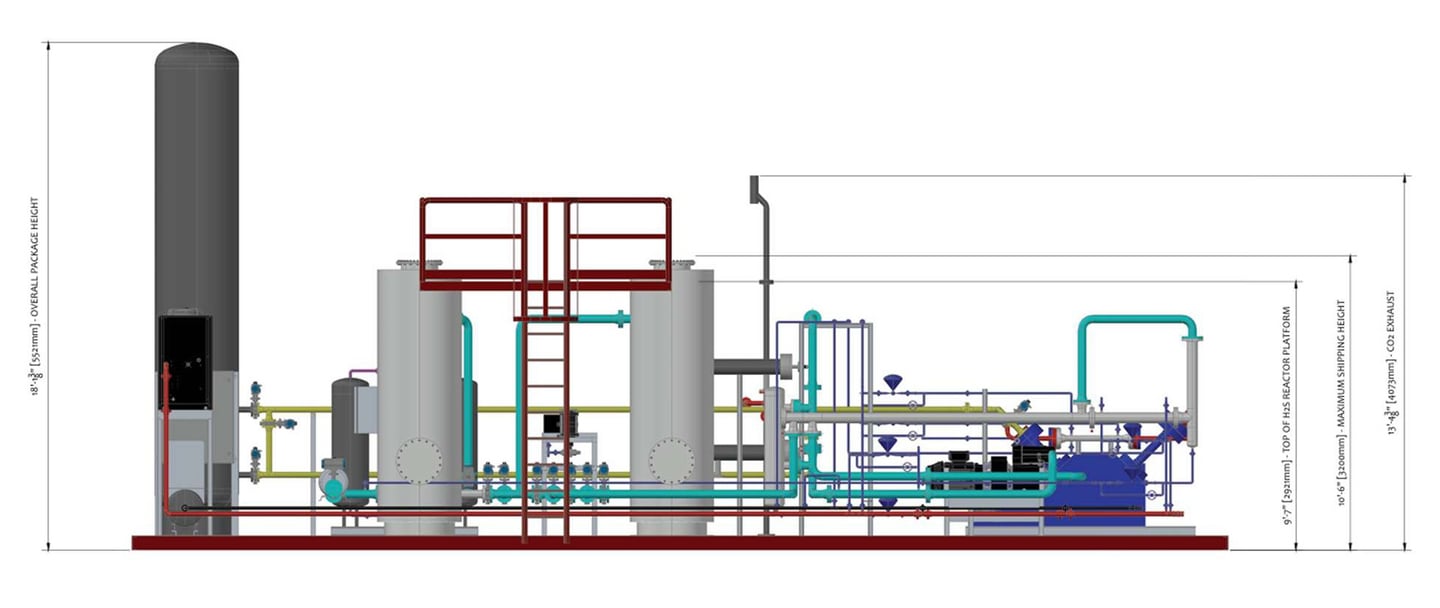
We will deliver our BioTreater™ to your job site and it can be operational in a few days* - one hookup to input, one to output and one to power. Simple. And . . . it will not be squashed into a repurposed shipping container, so your operators can access every valve, instrument and vessel easily.
For detailed technical information, please scroll down.
* assuming the foundation, the digestor output, the storage tank inputs, and the correct electricity connection are in position.
BioTreater™ Product Line
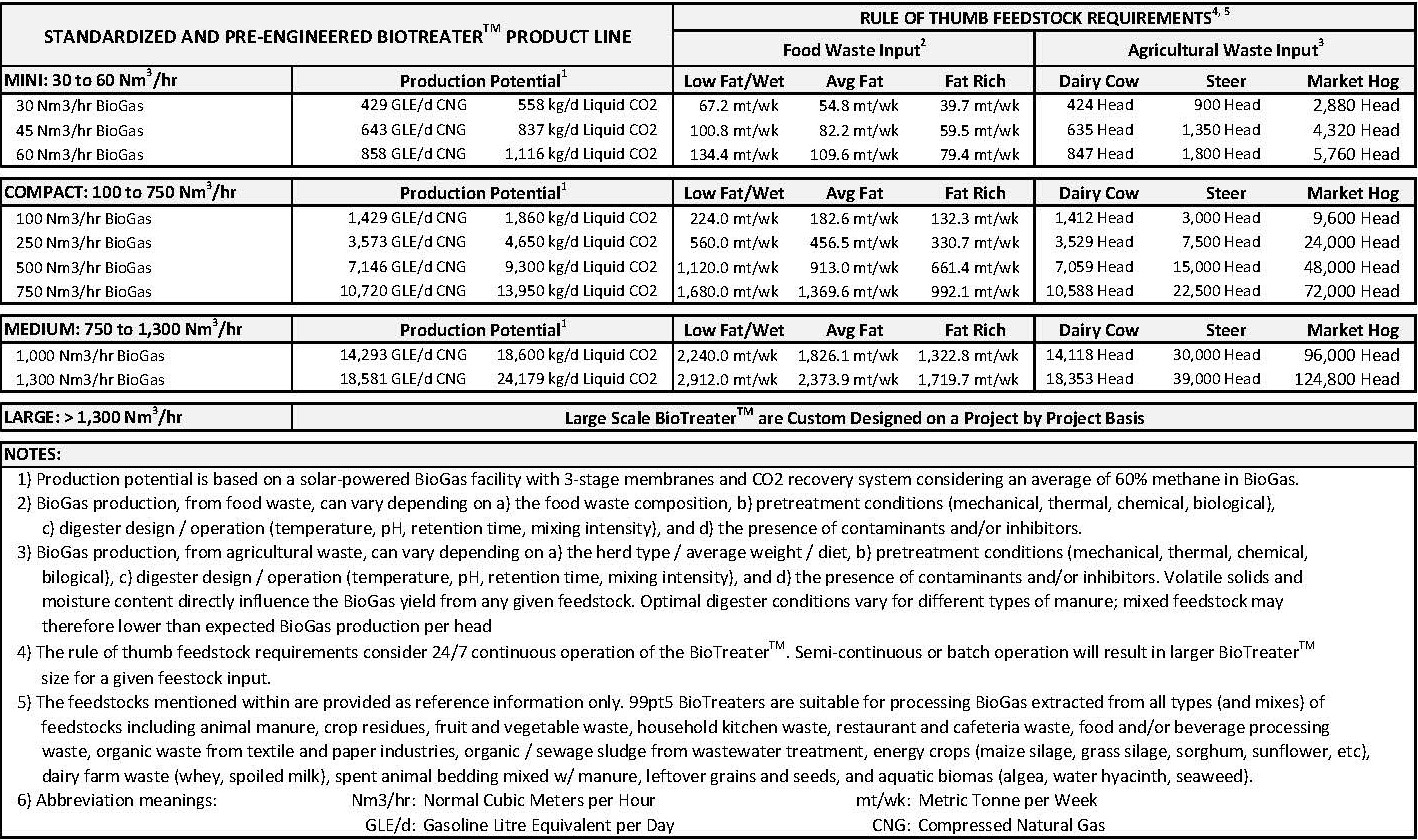
We build a fully functional mini BioTreater™ that will process 30 normal cubic meters per hour, or even less under turn down, which means that smaller farms, businesses and municipalities can process BioGas, generate Biomethane, and receive carbon credits just like the big guys. We believe that this addresses a huge, unserved market.
Why Buy Our Equipment?
Lowest OpEx - Our elegant, efficient design = the lowest OpEx and the highest cash return in Europe.
Our process guarantee - we guarantee up to 99.5% BioMethane recovery, and
CO2 capture to achieve up to 99.5% reduction in CO2e Emissions and > 25% increase in available Carbon Credits.
Built to petroleum industry standards = safety.
Ease of operation and maintenance.
Our mini unit can process as little as 30 Nm3/hour, or less under turn down, meaning smaller farms can produce BioMethane and earn carbon credits.
Our larger units can process > 1,300 Nm3/h, and these can be set up in multiple trains to produce much greater volumes of BioMethane. Unlike very large plants, when one of our modules goes down for service, the others keep generating revenue.
Remote monitoring and control.
Our equipment is housed in a proper, energy industry standard, insulated building, so your operators can easily access valves, instruments and vessels. No repurposed, used shipping containers for us.
Competitive purchase price.
Rapid delivery in 16 weeks or less.
Our 30 years of experience in designing and building highly efficient gas processing plants for the petroleum industry around the world.
Our commitment to excellence.
Price and Delivery
Even with our advanced design approach, customer feedback indicates that the 99pt5 BioTreater™ selling price is equal to or less than that of other leading suppliers; and, more importantly, it is consistently within a budget that ensures project feasibility.
Our elegant, efficient design = lowest OpEx and the highest cash return in Europe.
The standardization of the BioTreater™ allows for reduced lead times, as engineering and drawing packages can be immediately released on order.
99pt5 works closely with our membrane and compressor suppliers and can have membranes available in as little as six weeks and export compression in eight to ten weeks.
The complete BioTreater™ packaged and integrated solution is sixteen weeks; however, in urgent situations, this complete solution can be ready for shipment in as little as twelve weeks.
The equal‐to or lower cost equipment, combined with the improved efficiency and lowered operating costs, ensures maximized revenue and lowest time frame for return on original investment. And that is certainly a goal that everyone is working hard to achieve.
The Technical Details
General Design Approach
99pt5’s background is in the design, manufacturing and commissioning of Natural Gas Processing Equipment for major oil & gas producers around the world. On this basis, our BioTreater™ is much more rugged than that of other companies. 99pt5 has applied all those same engineering principles, those that are required in the petroleum industry, to the standardized design of our BioTreater™.
All instrumentation, equipment, accessories and control systems are selected from globally renowned and reputable suppliers, thereby ensuring local technical support and the availability of future spare /replacement parts.
Unlike the equipment offered by many others, the 99pt5 BioTreater™ is designed in accordance with Hazardous Area requirements, thereby providing an increased level of safety to the operators, while protecting your asset.
99pt5 considers the operability of the plant through considerate equipment layout and by maintaining complete accessibility of instruments, valves, accessories and equipment. This is why we broke out of the box and replaced the repurposed shipping container that everyone else uses with a proper, insulated, standard petroleum industry building.
Why would anyone squeeze €850,000 worth of equipment into a used €2,800 steel box built to transport goods?
Versatile and Scalable
99pt5's modular approach to the BioTreater™ ensures ultimate versatility and scalability.
Scalability is of the utmost importance for adapting to increasing demand and optimizing operational efficiency. Our standardized and modular approach ensures that your future needs will be met by simply adding another BioTreater™ module.
Our standardized sizes have been carefully thought out to meet an entire range of processing demands, making it easy to keep up with your growing business, while ensuring economic viability and environmental compliance.
Versatility is at the heart of the design of our BioTreater™. We know that the BioGas you generate may be from a wide variety of feedstocks and will therefore have a potentially different or varying composition over time. Our equipment will handle the BioGas produced from any combination of feedstocks that you may have.
If you are like us, you don’t want to pay for features that you will never use or require. Our standard BioTreater™ is designed for supervised operation with > 95% BioMethane recovery, having a purity of > 92% at a delivery pressure of 11 BAR and a water dewpoint of 5 °C.
Through the inclusion of standardized instrumentation packages, and standardized add-in / plug-and-play processing modules, the basic BioTreater™ performance can be improved to provide unsupervised operation with 99.5% BioMethane recovery, having a > 97% purity at delivery pressures up to 248 BAR with water dewpoint as low as -40 °C.
Superior Output Performance
A basic summary of the three 99pt5's BioTreater™ standardized processing performance ranges is given as follows:
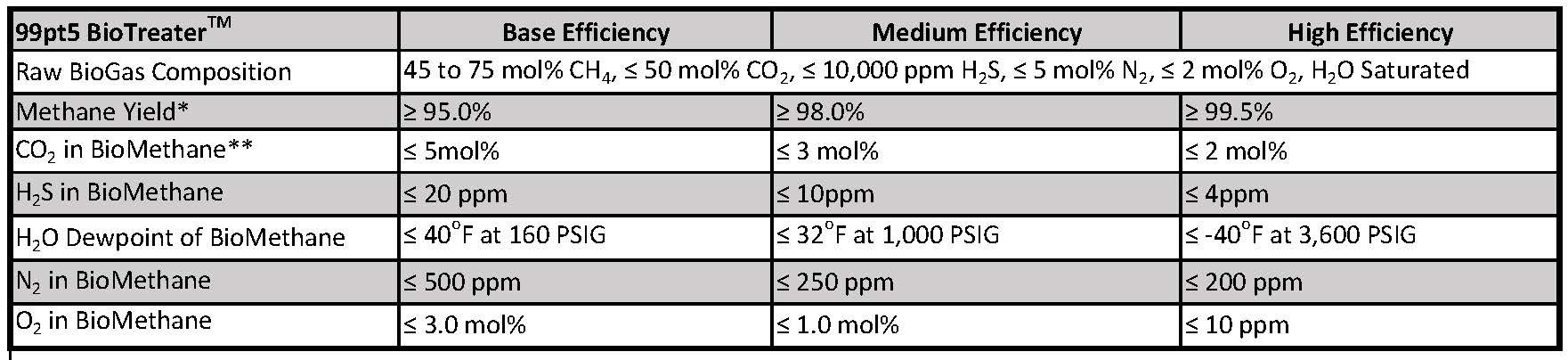
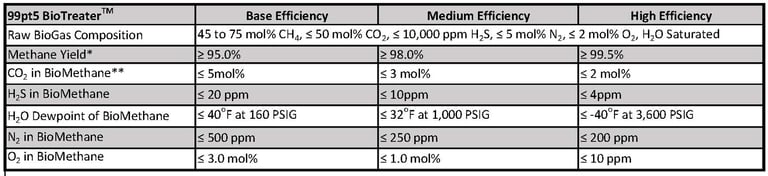
* Yield across membranes: NET yield across plant varies with CO2 concentration at feed, amount of injection air, and subsequent CH4 consumption in Catalytic Reactor.
**CO2 in BioMethane can be controlled at any range between 2 mol% and 5 mol% through manipulation of the number of stages of membrane separation and/or size and/or number of membranes per stage.
Our Equipment is Designed to the Rigid Standards of the Natural Gas Production World
The major issues for companies that supply equipment to every single energy producer are always the same:
Meeting production specs and targets
Coming in on budget
Safety
So let's talk about Safety.
All gases are dangerous. BioGas is no exception. That is why all our equipment is built to the most stringent standards of the petroleum industry which include, but are not limited to, those specified by the American Petroleum Institute, the American Society of Mechanical Engineers, the Canadian Standards Association, the Environmental Protection Agency and others.
All of our electrical components and their installation comply with the requirements of Class 1, Zone 2 of Hazardous Locations, which is to say that all our equipment is safe to work around - there will be no explosions.
Fully Integrated and Automated
The 99pt5 BioTreater™ is one of the few, if not the only, standardized BioGas upgrading plant currently on the market that has been optimized to operate as a single unit from digester outlet to point of sale. Other suppliers generally deal with each stage of treatment as a separate piece of equipment and, in some cases, do not even supply each stage.
99pt5 relies on our long experience in the Petroleum Industry to ensure seamless integration of all stages of treatment, including interconnecting piping/electrical/control and thoughtful overall plant design. This is why we are able to offer a process guarantee.
All independent control systems communicate with each other at a master control panel which, in turn, monitors and maintains integrated control of the overall plant, rather than the individual systems.
Thoughtful care of instrumentation supply allows for simple automated operation, but also provides local indication of all key process variables to ensure the operator can optimize and, if necessary, troubleshoot the equipment operation locally at the point of installation.
Process Design Approach
While the 99pt5 BioTreater™ has been standardized for three basic processing efficiencies, our company is the only BioGas treating equipment supplier to employ advanced process design techniques to each project. These include the use of superior software such as HYSYS, HTRI, ANSYS and Proprietary In‐House Programs to analyze and refine the operating parameters on a project‐by‐project basis.
In taking this design approach, we can optimize operation, thereby increasing efficiency, which ultimately yields increased production and revenue. Many other suppliers simply use generalized “rule-of-thumb” equipment selection for a given flow rate, with an “expected range of performance”. 99pt5's values are calculated and guaranteed.
99pt5’s approach also allows us to employ standardized equipment in custom applications to ensure that each individual Customer’s requirements are met.
99pt5’s optional BioView™ software add‐in compiles the BioTreater™ system data, including key operating parameters of the BioGas Blower Module, Trace Gas Filtration Module, BioGas Booster Module, O2 Removal Module (when that option is taken), BioGas Water Removal Module, BioGas Membrane Module,
BioView™ Software
All measurable data is transmitted to 99pt5’s cloud server, including flow rates, pressures, temperatures, BioGas CO2/H2S/CH4/O2/H2O content and BioMethane CO2/H2S/CH4/O2/H2O content.
Once data is compiled on 99pt5’s cloud server, key reports are populated in real time.
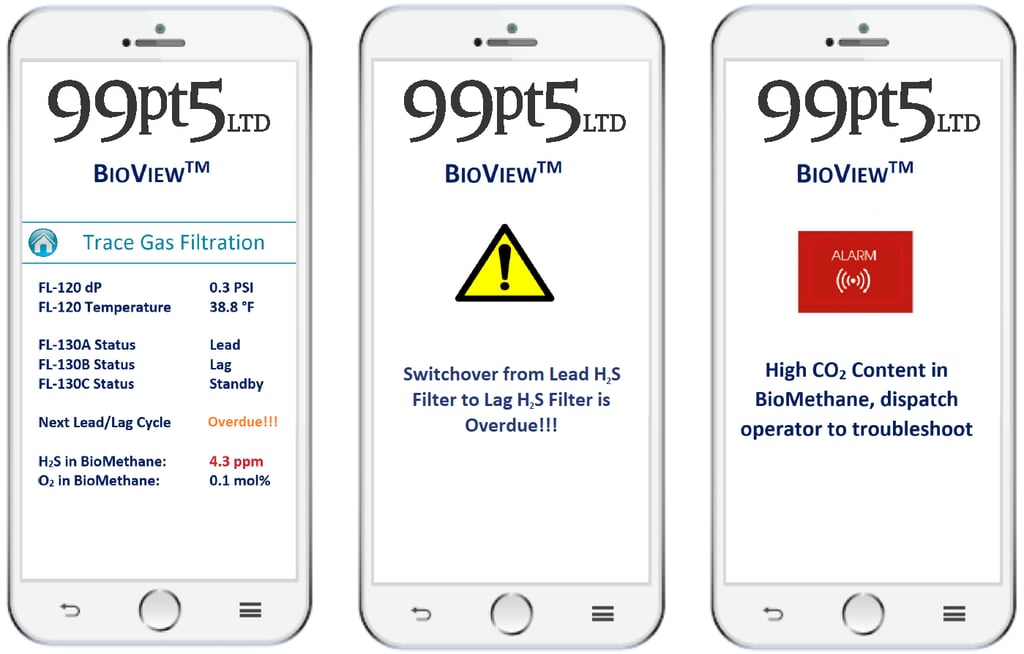
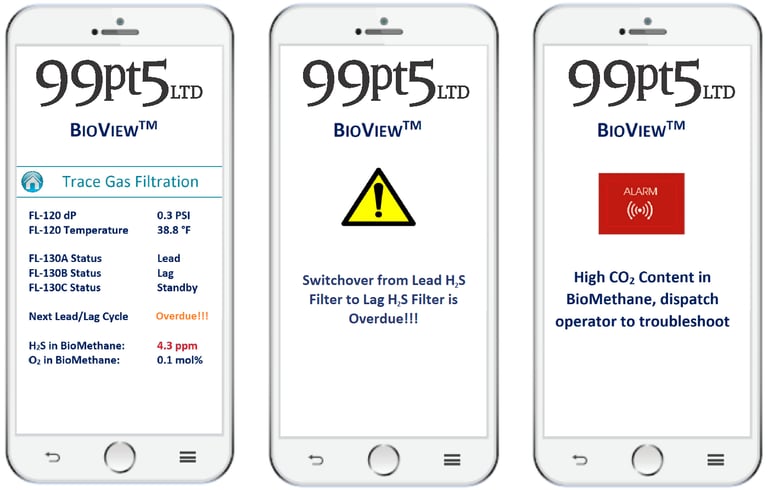
Through 99pt5’s BioView™ smartphone app, the Customer can monitor the BioTreater™ from anywhere there is an internet connection. The smartphone app displays key information such as system status, alarm logs, shutdown logs, and operating parameters, including flow rate/pressure/temperature, volume of gas dispensed, etc. The Customer is also able to opt‐in for maintenance/alarm/shutdown push notifications.
Customer personalized reports are generated to meet their specific needs, for example, monthly volume of gas dispensed for billing purposes.
Desulphurisation
99pt5’s desulfurisation process uses a proprietary catalyst that has been engineered specifcally for the adsorption of hydrogen-sulfide (H2S). Water saturated BioGas flows downward through the adsorbent bed of the H2S Reactor, where the H2S chemical interacts with the adsorbent to produce a purified BioGas stream and stable byproduct.
Unlike activated carbon beds, which are an industry norm, 99pt5’s adsorbent consumption is dependent only on the amount of H2S that passes through the adsorbent bed regardless of other common contaminants typically found in the unfiltered BioGas.
The key benefits of 99pt5’s approach to desulfurisation include:
The byproduct - spent adsorbent - is a nonpyrophoric, stable, non-toxic, non-hazardous waste that can be easily disposed of or recycled, whereas activated carbon produces a hazardous waste product with high amounts of H2S requiring complicated, and potentially dangerous, disposal procedures.
A reduced risk of spontaneous combustion, when compared to activated carbon. Activated carbon can pose a fire risk due to the exothermic nature of H2S adsorption and potential heat buildup.
Effective performance, without degradation or efficiency loss, in the presence of moisture, whereas activated carbon’s capacity and efficiency is significantly impacted by the presence of moisture.
Our adsorbent has a higher H2S holding capacity, thereby requiring less frequent replacement than that of activated carbon. The lower frequency replacement and the simplified byproduct disposal method results in a reduced overall operating expenditure (OpEx).
Predictable & Calculable Performance, whereas activated carbon relies on an estimated range.
Automated Lead/Lag H2S Reactors, complete with H2S sensors to “switch-over”, from lead to lag, ensures simple continuous operation without the requirement for operator intervention.
Oxygen Control
The 99pt5 BioTreater™ is the only standardized BioGas upgrading equipment, currently available, that includes precisely controlled injection of pure oxygen at the feed (when deemed necessary by the process). Where others simply install a blower, with a generalized size corresponding to their Activated Carbon Filter size, we incorporate O2 analyzers at the plant feed, as well as upstream of the Catalytic Reactor (when the O2 removal option is selected).
Through the integration of automated controls, pure oxygen is injected ensuring that the O2:H2S ratio is optimized for the H2S Reactor performance and, when applicable, of suitable quantity to satisfy the requirements of the Catalytic Reactor, when the O2 removal option is selected.
O2 Removal
The 99pt5 BioTreater™ is the only standardized BioGas upgrading equipment currently available that can effect O2 removal to meet the most stringent pipeline specifications.
Where the competition merely relies on conversion of O2 in the Activated Carbon Filtration, the 99pt5 BioTreater™ employs a Catalytic Reactor.
The other suppliers do not guarantee removal of O2 from BioMethane and can typically see values as high as 4 mol%, which far exceeds typical pipeline specifications (when applicable).
99pt5 can guarantee < 10ppm O2 in BioMethane and, in fact, can reduce O2 in BioMethane to nil.
99pt5’s advantage, derived from our extensive experience in the design of natural gas processing equipment, is reflected in this application, wherein the process design approach of the Catalytic Reactor has been optimized.
The Catalytic Reactor is strategically located downstream of the BioGas Booster and takes advantage of the heat of compression generated in the BioGas compression process.
Further refinement includes the controlled rate of injection air, thereby ensuring optimal O2 content to feed the exothermic reaction in the Catalytic Reactor. This results in the subsequent reduction of O2 to meet the processing objective.
The outcome of this refined approach is reduced power consumption through the elimination of the BioGas Booster Discharge Cooler and the elimination of a BioGas Preheater requirement for the Catalytic Reactor. This approach significantly reduces OpEx.
CO2 Capture
The 99p5 BioTreater™ is one of the few standardized BioGas upgrading equipment currently available that includes an option to capture the CO2. The current industry norm is to vent the off gas.
99pt5’s base CO2 capture option produces liquid CO2 at 12 to 66 BAR , depending on Customer specific requirements.
Raw CO2 is produced at a guaranteed quality of > 99 mole% and can be further refined*, at the BioTreater™ site, to industrial grade, food grade, or medical grade.
Inclusion of the CO2 capture option increases your CO2e emission reduction by more than 25%. This further displays your commitment to the environment, with the added benefit of increased revenue from additional carbon credits and from sale of the liquid CO2 product.
*It is generally recommended to only produce raw grade CO2 at the BioTreater™ site and to sell to CO2 producers for further refinement.
BioGas Booster
All BioGas processing equipment requires a BioGas Booster (a compressor) prior to the CO2 removal process. Oil-flooded screw and reciprocating compressors have dominated the BioGas industry as the norm. Through a strategic alliance with a European manufacturer having more than 100 years supplying high quality, reliable and efficient compressors, 99pt5’s BioGas Boosters are rotary vane type compressors, which offer many advantages over all others in the industry, including:
The rotary vane type compressor offers whisper-quiet and vibration free operation, whereas oil-flooded screw compressors are loud and reciprocating compressors have pronounced vibration.
The rotary vane type compressor offers pure rotary motion, delivering pulse-free BioGas processing, whereas reciprocating compressors have excessive pulsation.
99pt5’s BioGas Booster contains only one moving part, thereby ensuring an extended, reliable service life. Conversely, oil-flooded screw compressors have eight to ten moving parts and reciprocating compressors have ten to fifteen moving parts for each stage of compression.
99pt5 modulates the BioGas intake via servo control to compress only the BioGas demand, whereas oil-flooded screw compressors typically use a slide-valve for control and reciprocating compressors use a modulating inlet valve. The advantages of the servo controlled intake, over that of modulating inlet valve and/or slide-valve, include:
Much more accurate control of BioGas intake, leading to better performance and efficiency.
Improved responsiveness to changes in system demand.
Reduced energy consumption, attributable to the more responsive and accurate control, especially in applications with variable demand.
The smooth and precise control reduces mechanical stress on components, thereby extending the lifespan of the compressor.
99pt5 uses a direct-coupled motor, thereby eliminating the requirement of belts, pulleys and/or couplings.
99pt5 BioGas Booster operates at a very low rotational speed (300 to 800 rpm), whereas oil-flooded screw compressors operate at a minimum 1,500 rpm to as much as 4,500 rpm and reciprocating compressors operate at minimum 600 rpm to 1,200 rpm.
Three stage oil separation and cooling is integral to the 99pt5 BioGas Booster compressor, whereas both oil-flooded screw and reciprocating compressors typically deploy complex external oil separation and cooling systems.
The integrated design, direct coupling, low rotational speed and single moving part all guarantee that 99pt5’s BioGas Boosters are safer, more durable and more reliable over time than those of our competitors, who are using oil-flooded screw and/or reciprocating compressors. This approach significantly reduces OpEx.