Anerobic Digester: How It Works, Benefits, and On-Farm Uses
Discover how an anerobic digester converts organic waste into renewable energy & revenue. Learn setup, operations, and economics for your farm or industry.
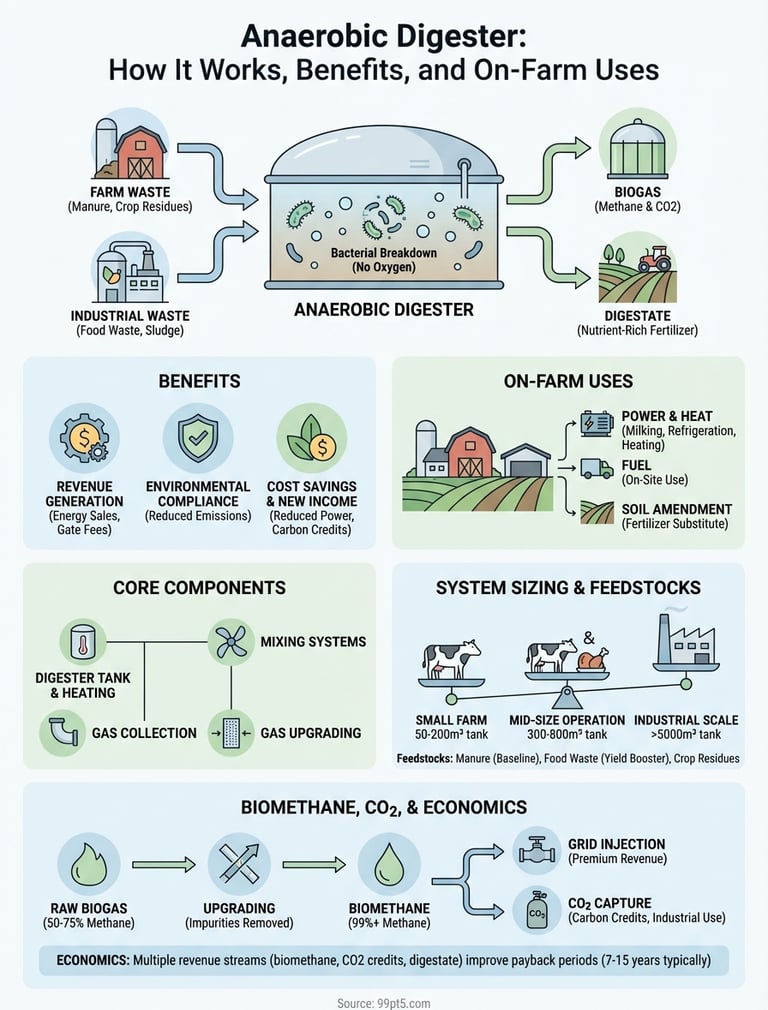
An anaerobic digester is a sealed tank where bacteria break down organic waste without oxygen to produce biogas and nutrient rich digestate. This controlled process turns materials like manure, food waste, and crop residues into renewable energy and valuable fertilizer. You get methane you can use for power or inject into the gas grid plus a byproduct that improves soil health.
This guide walks you through how anaerobic digestion systems work and why they make sense for farms and industrial operations. You'll learn about the core components you need, the feedstocks that work best, and how to size a system for your operation. We'll cover the economics of biomethane production, CO2 capture options, and what it takes to run a successful digester project from planning through daily operations.
Why anaerobic digesters matter for farms and industry
You face rising energy costs and stricter environmental regulations every year. An anerobic digester turns these challenges into opportunities by converting your organic waste into revenue generating assets. Farms with livestock produce thousands of tons of manure annually that costs money to manage and creates liability. Industrial operations pay to dispose of food waste and wastewater sludge. A digester transforms these expenses into biogas production that powers your operations or earns income through grid injection.
Revenue streams beyond waste disposal
Your digester creates multiple income sources simultaneously. You generate electricity and heat that replace purchased power, cutting operational costs by thousands of dollars monthly. The biomethane you produce qualifies for renewable energy incentives and carbon credits that add substantial value. Digestate becomes a marketable soil amendment or fertilizer that farmers pay for, replacing chemical inputs. Some operations capture and sell CO2 from the upgrading process, opening another revenue channel.
Modern digester economics stack multiple value streams so your system pays for itself faster than traditional waste management infrastructure.
Meeting compliance while improving operations
Regulators increasingly restrict how you handle organic waste and emissions. Digesters help you meet environmental standards while generating returns, unlike conventional treatment systems that only consume capital. You reduce methane emissions by capturing gas before it escapes and you manage nutrients more effectively with processed digestate.
How to set up and run an anaerobic digester
You start by evaluating your organic waste streams and calculating realistic biogas production volumes based on available feedstocks. Your site needs sufficient space for the digester tank, gas storage, processing equipment, and digestate handling infrastructure. Electrical connections, water access, and proximity to heat or power users improve project economics significantly.
Planning your site and feedstock supply
Your anerobic digester requires a consistent feedstock supply to maintain stable bacterial populations and gas production. Calculate the total organic matter you'll process daily, including manure from livestock, food processing waste, crop residues, or other materials. Site preparation involves leveling ground, installing concrete pads, and ensuring proper drainage. You need permits for construction, waste handling, and emissions, so start regulatory discussions early. Budget three to six months for site work and equipment installation on typical farm operations.
Your feedstock consistency matters more than quantity because bacteria populations take weeks to adapt to sudden composition changes.
Daily operations and maintenance requirements
Running your digester means monitoring temperature, pH levels, and gas production through control systems that alert you to problems. You feed new material daily while removing digestate, maintaining the retention time your system needs for complete digestion. Most systems require 20 to 40 days retention depending on temperature and feedstock type. Check mixing equipment, pumps, and heating systems weekly to catch failures before they disrupt production. Monthly maintenance includes inspecting seals, cleaning sensors, and testing safety systems. Your bacteria work continuously, so you maintain feed schedules even during holidays. Proper training ensures your operators recognize warning signs like dropping gas yields or rising hydrogen sulfide levels.
Core components of an anaerobic digestion system
Your anerobic digester system relies on several integrated components working together to convert organic waste into usable energy. Each piece serves a specific function, from breaking down feedstock to processing the resulting biogas. Understanding these elements helps you design a system that matches your operational needs and maximizes output reliability.
Digester tank and heating system
The digester tank forms the heart of your system where bacterial breakdown occurs in an oxygen-free environment. You need a sealed, insulated vessel constructed from steel or concrete that prevents air infiltration while containing the pressure from gas production. Most operations run mesophilic systems at 35 to 40 degrees Celsius or thermophilic systems at 50 to 60 degrees Celsius, with higher temperatures producing faster digestion but requiring more energy input. Your heating system maintains stable temperatures using hot water jackets, floor heating coils, or external heat exchangers that recycle waste heat from power generation. Mixing equipment prevents stratification and ensures bacteria contact all feedstock particles, using mechanical agitators, recirculation pumps, or gas injection systems depending on tank design.
Gas handling and upgrading equipment
Your biogas collection system captures methane-rich gas as it forms and routes it to storage or processing equipment. Raw biogas contains 50 to 75 percent methane along with carbon dioxide, water vapor, and trace contaminants like hydrogen sulfide. Processing equipment removes these impurities through desulfurization units, moisture separators, and upgrading systems that increase methane concentration to pipeline quality. You store processed gas in flexible bladders, pressurized tanks, or direct it immediately to generators for power production.
Proper gas processing extends engine life by decades compared to burning raw biogas with corrosive contaminants.
On-farm uses, feedstocks, and system sizes
Your anerobic digester fits multiple farm and industrial applications depending on the organic materials you generate and your energy needs. Dairy operations with 100 to 200 cows produce enough manure to justify a digester, while poultry and pig farms achieve viability at smaller livestock numbers due to higher waste concentrations. Food processors, breweries, and restaurants supply high-energy feedstocks that boost gas yields substantially when combined with agricultural waste.
Farm applications and practical uses
Digesters on livestock farms typically power milking equipment, refrigeration systems, and barn heating while reducing purchased electricity by 50 to 80 percent. You can sell excess power back to the grid in regions with favorable net metering policies. Heat from combined heat and power units warms barns during winter, maintains digester temperatures, and provides hot water for cleaning operations. Some farms use biogas directly in boilers or furnaces, avoiding the complexity of power generation equipment.
Systems that match your existing energy consumption patterns deliver faster payback than oversized installations that rely on grid sales.
Feedstock types and mixing ratios
Cattle manure forms the baseline feedstock for most farm digesters, producing 0.2 to 0.4 cubic meters of biogas per kilogram of dry matter. Mixing in food waste, grease trap contents, or crop residues increases yields by 200 to 400 percent through co-digestion. Keep manure at 60 to 80 percent of total feedstock by volume to maintain stable bacterial populations. Poultry litter and pig slurry require careful pH management but deliver higher methane concentrations per unit processed.
Sizing your system for operation scale
Small farm digesters handle 30 to 100 cubic meters of biogas daily with tanks between 50 and 200 cubic meters. Mid-size operations processing multiple waste streams need 300 to 800 cubic meter digesters that produce enough gas for 50 to 150 kilowatt generators. Industrial-scale centralized systems exceed 5,000 cubic meters and combine feedstocks from multiple sources, requiring professional engineering and significant capital investment.
Biomethane, CO2 management, and project economics
Your anerobic digester produces raw biogas that requires upgrading to biomethane before grid injection or high-value applications. This process removes carbon dioxide, water, and contaminants to achieve 99 percent methane purity that matches natural gas specifications. The economics shift dramatically when you capture CO2 as a separate revenue stream rather than venting it, creating additional income while reducing your carbon footprint.
Upgrading biogas to pipeline-quality biomethane
Biogas upgrading systems use membrane separation, pressure swing adsorption, or chemical scrubbing to remove CO2 and achieve pipeline specifications. You need equipment that handles moisture removal, desulfurization, and oxygen control to protect downstream infrastructure and meet gas quality standards. Modern upgrading units recover 95 to 99.5 percent of methane from raw biogas, with higher recovery rates justifying premium equipment costs through increased revenue. Your biomethane sells at natural gas prices plus renewable premiums, making injection more profitable than on-site power generation in many markets.
CO2 capture and carbon credits
Captured CO2 from your upgrading process generates carbon credits worth thousands annually while providing sellable liquid CO2 for industrial applications. You achieve purity levels exceeding 99 percent using compression and cooling systems that liquefy the gas for transport. Carbon credit values vary by region but typically add 15 to 30 percent to project revenues when properly documented and verified.
Systems that capture CO2 instead of venting it double your environmental impact while creating measurable financial returns.
Financial returns and payback periods
Your project economics depend on capital costs, feedstock availability, and energy prices in your market. Farm-scale digesters cost $800,000 to $2,000,000 installed, with payback periods ranging from 7 to 15 years depending on revenue optimization. Operations accessing gate fees for waste processing achieve payback in 5 to 8 years through combined income from tipping fees, energy sales, and digestate marketing.
Key takeaways for your digester project
Your anerobic digester project succeeds when you match system size to available feedstocks and optimize for multiple revenue streams including energy sales, carbon credits, and digestate marketing. Focus on reliable gas processing equipment, such as that supplied by 99pt5 Limted, that guarantees high methane recovery and low operating costs rather than choosing systems based solely on capital expense. Projects that capture CO2 while producing pipeline-quality biomethane deliver the strongest financial returns. Explore advanced biogas upgrading solutions that maximize your methane recovery and minimize emissions for faster project payback.