Anorobic Digester: Uses, Design, Costs, And Benefits
Understand anorobic digester applications, design, and economics. Maximize your returns by converting organic waste into renewable energy with guaranteed efficiency and low OpEx.
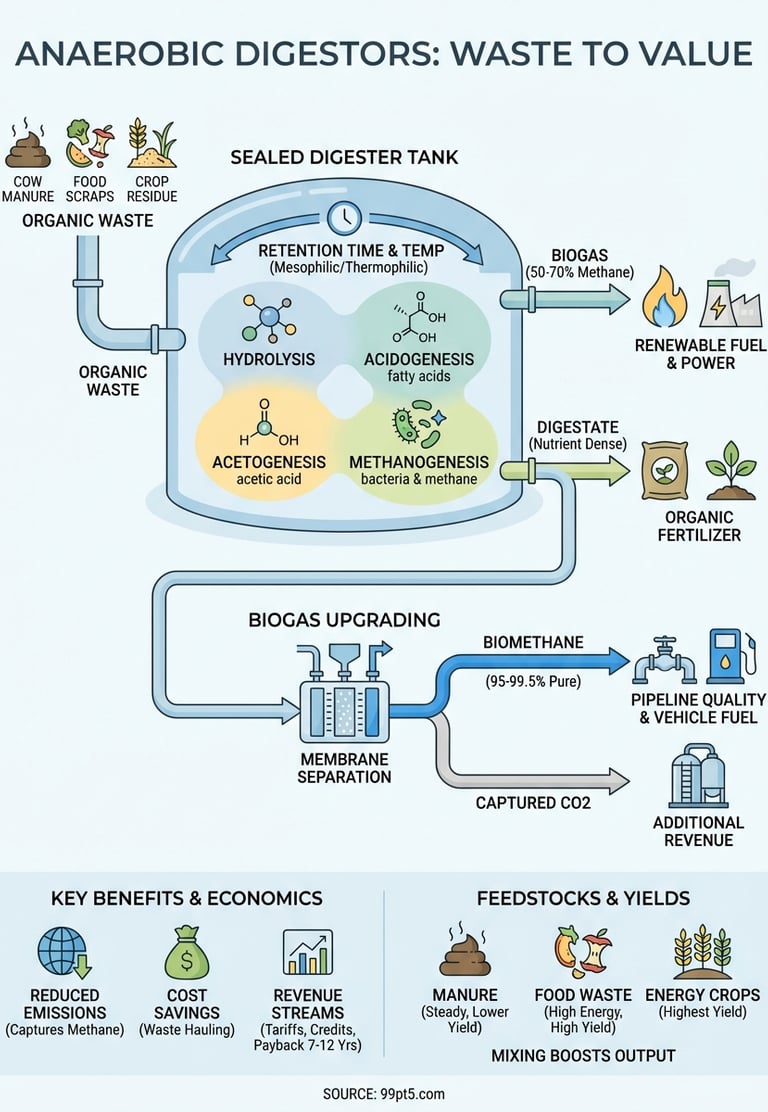
An anaerobic digester is a sealed tank where bacteria break down organic waste without oxygen. This controlled process converts materials like manure, food waste, and crop residues into two valuable products. You get biogas that can generate power or heat. You get digestate that works as a natural fertilizer. The system captures methane that would otherwise escape into the atmosphere and turns it into energy you can use or sell.
This article walks through the practical side of anaerobic digesters. You'll see why they matter for waste management and renewable energy. We cover how to plan and design a system that matches your feedstock and goals. You'll learn about different digester types and scales from farm units to industrial plants. We break down real costs, potential revenues, and payback periods so you can evaluate the economics. Finally, we explain biogas upgrading options and how to choose equipment that delivers guaranteed performance with the lowest operating expenses.
Why anaerobic digesters matter today
Governments worldwide now mandate organic waste diversion from landfills. The European Union requires member states to separate bio-waste and reduce methane emissions from organic materials. These regulations create immediate demand for proven waste treatment technology. An anorobic digester solves the compliance problem while generating revenue from materials you previously paid to dispose of.
Converting disposal costs into profit centers
You can charge gate fees to accept organic waste from food processors, restaurants, and municipal collection programs. These fees range from $30 to $100 per ton depending on your location and waste type. The biogas you produce then generates a second income stream through renewable energy sales or direct use that replaces purchased power and heat. Carbon credit markets add a third revenue layer when you capture methane that would otherwise warm the atmosphere.
Digesters transform your waste handling from a cost center into a business asset with multiple cash flows.
Meeting pressure to cut carbon footprints
Corporate buyers and export markets increasingly require verified emission reductions from agricultural and food industry suppliers. A digester delivers measurable cuts in your greenhouse gas footprint. The system captures methane from manure and waste with global warming potential 28 times higher than carbon dioxide over a century. You document these reductions and use them to meet sustainability commitments or access premium markets.
How to plan and design an anaerobic digester
You start by analyzing your feedstock composition and daily volumes for the next five to ten years. List every organic material you handle (manure, crop residues, food waste) and measure the tonnage you generate monthly. Send samples to a laboratory that tests biochemical methane potential so you know exactly how much biogas each material will produce. This data drives every downstream decision about tank size, heating needs, and revenue projections.
Feedstock assessment and consistency
Your digester performs best when you maintain steady input ratios of different materials. A dairy farmer mixing cattle manure with silage needs to track the carbon-to-nitrogen ratio (typically 20:1 to 30:1 works well) and keep moisture content between 85% and 95%. Changes in feedstock disrupt the bacterial colonies inside the tank and cut biogas output for weeks. You should test total solids content and pH weekly during operation to catch problems early.
Plan your feedstock pipeline with backup sources so seasonal gaps never starve your system.
Temperature and retention time decisions
Most anorobic digester designs operate at mesophilic temperatures (35°C to 40°C) or thermophilic temperatures (50°C to 60°C). Mesophilic systems cost less to heat and work reliably with mixed agricultural waste. Thermophilic systems destroy more pathogens and handle higher loading rates but demand more energy input. Your hydraulic retention time (how many days material stays in the tank) typically runs 20 to 40 days for mesophilic operation. Shorter retention means you need larger daily volumes to justify the capital expense.
Size calculation and space planning
You calculate tank volume by multiplying your daily feedstock tonnage by the retention time you selected. Add 20% headspace for biogas collection above the liquid level. A farm processing 10 tons of manure daily with 30-day retention needs roughly 300 cubic meters of digester volume plus gas storage capacity. Account for space around the tank for pumps, heating equipment, and safe access for maintenance crews.
Main types and scales of anaerobic digesters
You choose your digester configuration based on the organic volumes you handle and the space available at your site. The three main categories split by processing capacity and application type. Each scale offers different construction methods, cost profiles, and operational demands that match specific business models from single farms to regional waste treatment facilities.
Farm-scale digesters
A typical farm digester processes 5 to 50 tons of organic material daily and generates 50 to 500 kilowatts of power. You install a single tank (often concrete or steel) with a capacity between 200 and 1,500 cubic meters. These systems handle cattle manure, poultry litter, and crop residues from your own operation. Some farms add food waste from nearby processors to boost biogas output. The anorobic digester supplies heat for barns and hot water while excess electricity flows to the grid under power purchase agreements.
Industrial biogas plants
Industrial plants accept feedstock from multiple sources and process 100 to 500 tons per day. You operate several digesters in parallel to handle maintenance shutdowns without stopping production. These facilities charge gate fees for municipal food waste, restaurant grease, brewery residuals, and agricultural materials trucked in from surrounding areas. Output typically exceeds 1,000 kilowatts and connects to district heating networks or natural gas pipelines after biogas upgrading.
Small community and micro systems
Micro digesters serve individual households or small restaurant clusters in areas without centralized infrastructure. These units handle 50 kilograms to 2 tons of waste daily with tank volumes under 10 cubic meters. You install prefabricated systems that cost $5,000 to $30,000 and produce cooking fuel plus fertilizer for gardens. Neighborhood digesters scale up to process waste from 20 to 100 homes using modular tanks that expand as participation grows.
Match your digester scale to guaranteed feedstock volumes rather than projected growth that may never materialize.
Costs, revenues, and payback for digesters
Your upfront investment in an anorobic digester depends on capacity, materials, and complexity of the biogas processing equipment you select. Understanding real project economics helps you make decisions that maximize return rather than minimize initial spending. Most operators focus too heavily on capital cost and miss the bigger picture of operating expenses and revenue potential over the system's 20-year lifespan.
Capital investment ranges
A farm-scale steel digester processing 20 tons daily costs between $800,000 and $1.5 million installed. This includes the tank, heating system, mixers, gas storage, and basic control systems. Concrete digesters cost 10% to 15% more but last longer and handle corrosive substrates better. Industrial plants processing 200 tons daily require $5 million to $12 million depending on feedstock complexity and biogas upgrading equipment. Your site preparation, grid connection, and permitting add another 15% to 25% to the base equipment price.
Revenue streams you can capture
Gate fees from waste suppliers generate $30 to $100 per ton of material you accept. You sell electricity at rates between $0.08 and $0.18 per kilowatt-hour under renewable energy programs. Heat sales to nearby buildings or industrial users add $15 to $40 per megawatt-hour. Carbon credits from methane capture bring $10 to $40 per ton of CO2 equivalent depending on your market.
Calculate payback using conservative gate fees and energy prices rather than optimistic projections that rarely materialize.
Payback periods with real numbers
A $1.2 million farm digester earning $180,000 annually from combined revenues pays back in seven years before accounting for tax incentives. Industrial systems with diverse feedstock streams and premium biogas upgrading equipment achieve four to six year payback when they secure long-term waste supply contracts and energy purchase agreements.
Biogas upgrading options and choosing equipment
Raw biogas from your anorobic digester contains 40% to 70% methane with the rest being carbon dioxide, water vapor, hydrogen sulfide, and trace contaminants. You upgrade this raw gas when you need pipeline-quality biomethane (98%+ methane) for injection into natural gas networks or use as vehicle fuel. Three main technologies handle this upgrade. Membrane separation pushes gas through polymer films that block CO2. Pressure swing adsorption uses activated carbon to trap impurities. Water scrubbing dissolves CO2 in liquid under pressure then releases it.
Performance guarantees matter most
You should demand written guarantees for methane recovery and emission reduction percentages rather than accept estimated ranges competitors typically offer. Equipment that guarantees 99.5% methane recovery and 99.5% CO2e emission reduction delivers measurably better economics than systems claiming "up to 97%" or "typical 96% to 98%" performance. Every percentage point of lost methane costs you revenue and wastes the feedstock you paid to process.
Choose upgrading systems built to petroleum industry standards rather than agricultural equipment standards for superior reliability.
Look for fully integrated systems with automated contaminant removal, remote monitoring, and modular design that scales with your operation. Equipment using rotary vane compressors runs quieter with fewer moving parts than reciprocating alternatives.
Final thoughts
Your anorobic digester investment delivers returns when you select equipment with guaranteed performance metrics rather than estimated ranges that competitors typically provide. The systems we covered handle everything from small farm operations to industrial-scale plants processing hundreds of tons of organic waste daily. You capture multiple revenue streams through gate fees, energy sales, and carbon credits while meeting regulatory requirements for organic waste diversion.
Equipment choice determines your long-term profitability more than initial capital cost alone. Systems built to petroleum industry standards with proven 99.5% methane recovery and automated contaminant removal give you the lowest operating expenses and highest cash returns available today. Explore biogas processing solutions that guarantee performance and deliver rapid payback through superior efficiency and reliability in real-world operations.