What Is an Anaerobic Digestor? Process, Outputs, Benefits
Learn how an anaerobic digestor converts organic waste into renewable gas & fertilizer. Explore its process, outputs, and benefits for your project.
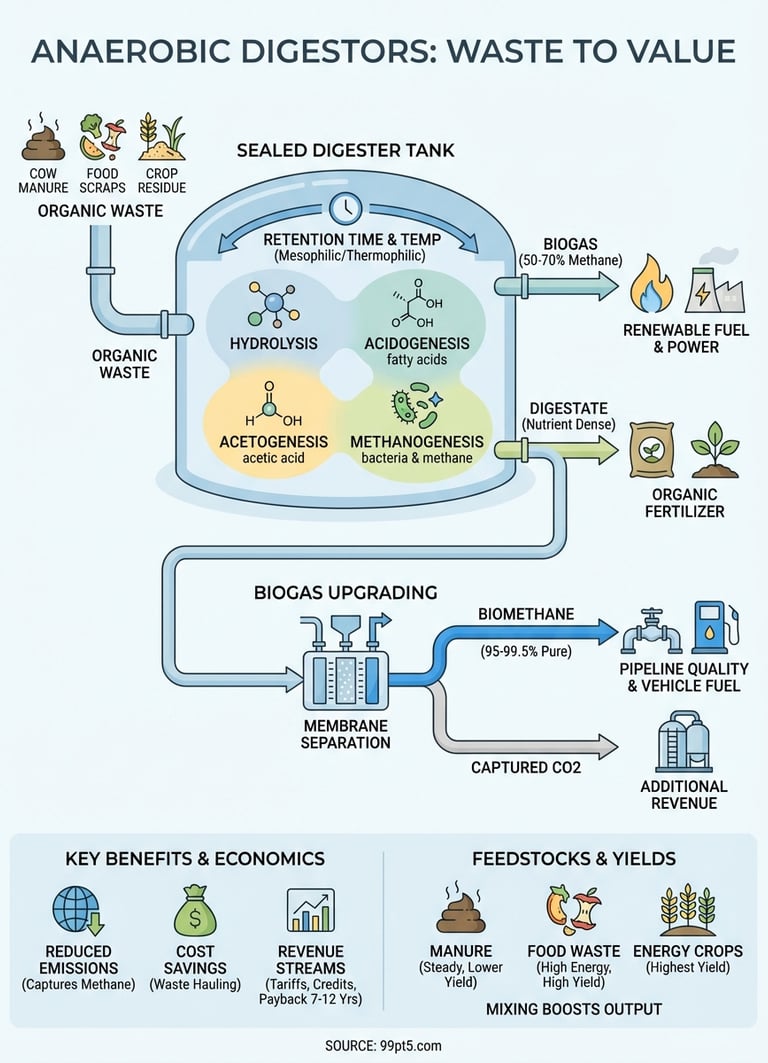
An anaerobic digestor is a sealed tank where bacteria break down organic waste without oxygen. The process turns materials like manure, food scraps, and crop residue into two valuable products: biogas (a methane rich fuel) and digestate (a nutrient dense fertilizer). These systems operate at controlled temperatures and mixing conditions to maximize gas production while reducing waste disposal costs and greenhouse gas emissions.
This article walks you through how anaerobic digestors work and why they matter for renewable gas projects. You'll learn about the core components that make up a digester system, the stages of bacterial breakdown that produce biogas, and the feedstocks that deliver the best results. We also cover what happens after digestion, including how raw biogas gets upgraded to pipeline quality biomethane and how CO2 can be captured for additional revenue. Whether you're evaluating digestor technology for a farm scale operation or planning a larger commercial facility, this guide gives you the technical foundation to make informed decisions.
Why anaerobic digestors matter for renewable gas
Anaerobic digestors convert organic waste into renewable natural gas that can replace fossil fuels in heating, transportation, and power generation. The biogas they produce contains 50 to 70 percent methane, which makes it a direct substitute for natural gas once upgraded to biomethane. You can inject this upgraded gas into existing pipelines or use it to fuel vehicles, creating a drop-in renewable energy source without requiring new infrastructure.
Closing the carbon loop
Traditional waste management releases methane directly into the atmosphere when organic materials decompose in landfills or lagoons. Methane traps 84 times more heat than CO2 over a 20-year period, making uncontrolled emissions a major climate problem. An anaerobic digestor captures this methane before it escapes, converting a potent greenhouse gas into useful energy while dramatically reducing your project's carbon footprint.
Capturing methane from organic waste transforms a climate liability into a revenue-generating asset.
Economic drivers for digester adoption
Feed-in tariffs, renewable natural gas mandates, and carbon credit programs create financial incentives for digestor projects. Many regions now offer guaranteed purchase prices for biomethane or award credits based on emission reductions you achieve. Digesters also cut waste hauling costs and produce valuable fertilizer byproducts. These combined revenue streams often deliver payback periods of 7 to 12 years for well-designed systems, making digestors increasingly attractive for farms, food processors, and municipal facilities.
How to design and operate an anaerobic digestor
Designing an effective anaerobic digestor starts with matching your tank size and heating capacity to the feedstock volume and quality you can consistently supply. You need to account for daily input rates, the organic content of your waste streams, and the retention time required for complete digestion. Most systems operate as continuous flow reactors where fresh material enters daily while digested material exits, maintaining a stable population of methane producing bacteria inside the tank.
Sizing your system for available feedstock
Calculate your digester volume based on hydraulic retention time (HRT), which ranges from 15 to 40 days depending on your feedstock composition and operating temperature. Multiply your daily input volume by the target HRT to determine minimum tank capacity. For example, if you process 10 cubic meters of slurry daily with a 25 day retention time, you need at least 250 cubic meters of working volume. Add 20 to 30 percent extra capacity for gas storage headspace and prevent overfilling during peak production periods.
Temperature and retention time requirements
You can operate digesters in mesophilic (35 to 40°C) or thermophilic (50 to 60°C) temperature ranges. Mesophilic systems cost less to heat and maintain but require longer retention times, while thermophilic digesters produce gas faster and destroy more pathogens at higher energy costs. Choose your operating temperature based on climate conditions, available waste heat sources, and whether you need sanitized digestate for land application.
Temperature stability matters more than absolute temperature for consistent biogas production.
Daily operation and monitoring
Check pH levels, gas production rates, and ammonia concentrations daily to catch problems before they crash your bacterial population. Maintain pH between 6.8 and 7.5, as values outside this range indicate overfeeding or nutrient imbalances. Monitor biogas methane content weekly using portable analyzers to verify your system runs efficiently and identify when mixing or feeding rates need adjustment.
Core components and process stages
An anaerobic digestor consists of airtight tanks, heating systems, mixing equipment, and gas collection infrastructure that work together to create stable conditions for methane producing bacteria. The tank provides an oxygen free environment where organic matter breaks down through four distinct bacterial stages, each requiring specific conditions to proceed efficiently. You also need pumps to move feedstock and digestate, sensors to monitor temperature and gas composition, and safety equipment to handle the flammable biogas produced during operation.
Essential system components
Your digester tank needs insulation and heating loops to maintain consistent temperatures year round, as bacterial activity drops sharply when temperatures fluctuate outside the optimal range. Install mechanical mixers or recirculation pumps to prevent stratification and ensure uniform contact between bacteria and feedstock throughout the vessel. The gas collection dome sits above the digester, storing biogas under slight pressure before it moves to upgrading equipment or combustion systems. Most installations include a technical container that houses pumps, electrical controls, monitoring instruments, and safety shutoffs in a weather protected enclosure.
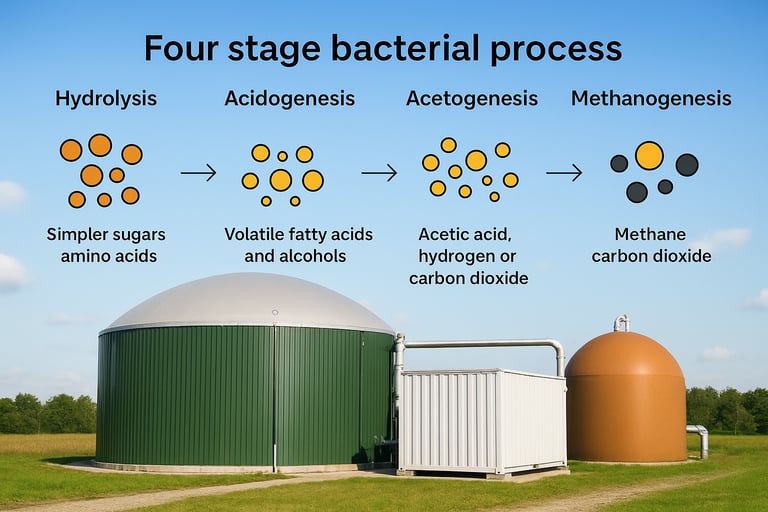
Four stage bacterial process
Hydrolysis breaks down complex organic molecules like proteins, fats, and carbohydrates into simple sugars and amino acids that bacteria can absorb. Acidogenesis converts these compounds into volatile fatty acids and alcohols, while acetogenesis further breaks down these products into acetic acid, hydrogen, and carbon dioxide. Methanogenesis completes the cycle as specialized archaea consume these compounds and produce methane and carbon dioxide as final products.
Each bacterial stage depends on the previous one, so disrupting any step stops gas production across the entire system.
Temperature swings, pH imbalances, or toxic compounds can kill sensitive methanogenic bacteria and crash your system for weeks.
Feedstocks, outputs, and project use cases
Your anaerobic digestor accepts a wide range of organic materials, each delivering different biogas yields and methane concentrations based on their carbon to nitrogen ratio and dry matter content. Animal manure provides consistent feedstock but produces lower gas volumes per ton compared to energy crops or food processing waste. Mixing multiple feedstock types typically delivers better results than single stream digestion, as complementary nutrient profiles stabilize bacterial populations and increase total gas output.
Common feedstock materials
Cattle slurry and poultry litter work well as base feedstocks because they maintain moisture levels and provide steady nutrient supply for bacterial growth. Food processing waste like brewery grains, dairy whey, or fruit pulp adds high energy content that boosts methane production by 40 to 60 percent when co-digested with manure. Energy crops such as maize silage or whole crop wheat deliver the highest biogas yields but require dedicated land and harvest infrastructure. Packaged food waste offers excellent gas production if you can remove plastics and other contaminants before feeding.
Digestate applications and biogas yields
Digestate exits your system as a stabilized organic fertilizer containing readily available nitrogen and phosphorus that plants absorb more efficiently than raw manure. You can apply it directly to fields at lower application rates than undigested waste while meeting tighter spreading regulations. Biogas yields range from 20 to 80 cubic meters per ton of feedstock depending on organic content, with food waste producing three to four times more gas than cattle slurry at equivalent weights.
Diversifying your feedstock mix protects against supply disruptions and smooths seasonal variations in gas production.
Project scale and implementation examples
Farm digesters processing 1,000 to 3,000 tons annually handle manure from 100 to 300 cattle plus modest amounts of crop residues or food waste. Community scale facilities serving multiple farms or food processors typically manage 10,000 to 30,000 tons per year, generating enough biomethane to fuel local vehicle fleets or supply district heating networks.
From biogas to biomethane and CO2 recovery
Raw biogas from your anaerobic digestor contains 40 to 70 percent methane mixed with carbon dioxide, water vapor, and trace contaminants that prevent direct injection into natural gas pipelines. Upgrading removes these impurities and concentrates the methane to 95 to 99.5 percent purity, creating biomethane that meets strict pipeline specifications for heating value, pressure, and contaminant levels. You can also capture the separated CO2 stream for industrial use or permanent sequestration, adding another revenue source to your project.
Upgrading technologies and performance targets
Membrane separation, pressure swing adsorption, and water scrubbing systems strip CO2 and other gases from your biogas stream through different physical processes. Membrane systems push biogas through selective barriers that allow CO2 to pass while retaining methane, achieving 96 to 98 percent methane purity with minimal energy consumption. Pressure swing adsorption uses molecular sieves to capture impurities under high pressure, delivering 98 to 99.5 percent methane recovery when properly optimized.
Pipeline injection requires your biomethane to match natural gas specifications for methane content, oxygen levels below 10 ppm, and water dew point below -8°C. Advanced upgrading systems guarantee these targets while recovering separated CO2 at purities exceeding 99 mole percent for sale to beverage, greenhouse, or industrial gas markets.
Capturing and selling CO2 transforms a waste stream into a valuable co-product that improves project economics.
Key takeaways on anaerobic digestors
An anaerobic digestor transforms organic waste into renewable fuel and valuable fertilizer while capturing methane that would otherwise escape into the atmosphere. Your system design needs to match feedstock availability, with proper sizing, temperature control, and monitoring ensuring stable bacterial populations and consistent gas production. Mixing multiple waste streams typically delivers better results than single feedstock digestion, as complementary nutrient profiles boost total biogas output by 40 to 60 percent.
Upgrading raw biogas to pipeline quality biomethane opens access to renewable natural gas markets and premium pricing structures that improve project economics. Systems that capture separated CO2 create additional revenue while maximizing your carbon credit potential. If you're evaluating upgrading technology for a biogas project, 99pt5's BioTreater system guarantees 99.5 percent methane recovery with the lowest operating costs in the industry.