Anaerobic Digester: How It Works, Benefits, And Outputs
Learn how an anaerobic digester turns waste into revenue. Explore the biological process, key benefits, and how to maximize biogas and digestate outputs.
Organic waste doesn't have to be a disposal problem, it can be a revenue-generating resource. An anaerobic digester transforms food scraps, manure, agricultural residues, and other organic materials into two valuable outputs: renewable biogas and nutrient-rich digestate. For companies building complete organics-to-BioMethane systems, understanding this biological process is essential to delivering efficient, profitable projects for end clients.
The digester is where it all starts. Raw biogas emerges from the anaerobic process containing methane, carbon dioxide, and various contaminants, but it requires further processing to become grid-quality BioMethane. That's where equipment like 99pt5's BioTreater™ system comes in, purifying raw biogas with 99.5% methane recovery guaranteed. Before discussing downstream processing, though, you need to understand what happens inside the digester itself.
This article explains how anaerobic digesters work, their environmental and economic benefits, and what outputs they produce. Whether you're evaluating digesters for a client project or need a clear technical reference, you'll find the essentials covered here.
What an anaerobic digester is
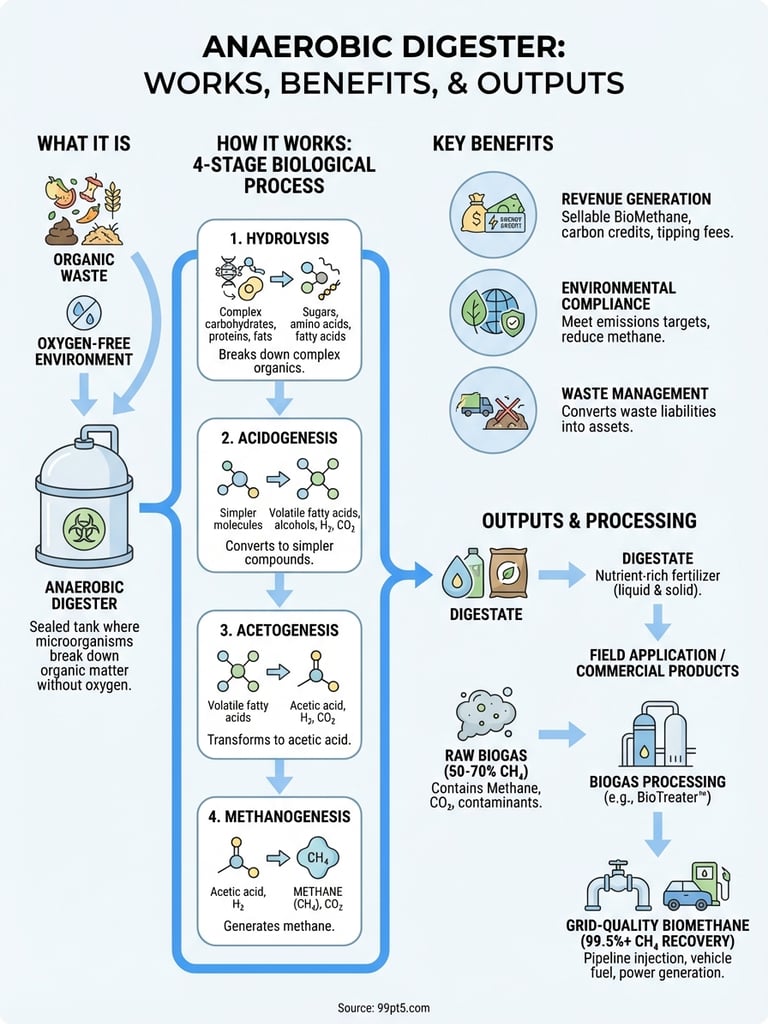
An anaerobic digester is a sealed tank or vessel where microorganisms break down organic matter in an oxygen-free environment. The system creates controlled conditions that encourage bacteria to consume organic feedstock, producing biogas and digestate as end products. Think of it as a large-scale version of what happens naturally in swamps or landfills, but optimized for speed, efficiency, and consistent output quality.
The biological engine
Inside the digester, four distinct groups of bacteria work in sequence to decompose complex organic materials. Hydrolytic bacteria break down proteins, fats, and carbohydrates into simpler compounds. Acidogenic bacteria convert those compounds into volatile fatty acids. Acetogenic bacteria transform fatty acids into acetic acid, hydrogen, and carbon dioxide. Finally, methanogenic bacteria consume these products to generate methane.
The entire process happens without oxygen, which is why you need a sealed system to prevent air infiltration.
The physical structure
Digesters vary in size from small farm installations handling a few tons of manure daily to industrial-scale facilities processing hundreds of tons of mixed organic waste. You'll find them constructed from steel, concrete, or fiberglass-reinforced plastic, depending on the application and budget. Most designs include heating systems to maintain optimal temperature, agitation equipment to keep solids suspended, and gas collection infrastructure to capture biogas as it forms. The digester itself is just one component in a complete system, but it's where the conversion from waste to energy begins. What comes out of this vessel requires further processing to become grid-quality BioMethane suitable for injection or vehicle fuel use.
Why anaerobic digesters matter
Organic waste represents both a regulatory challenge and an untapped revenue source for your clients. Landfills generate methane emissions, wastewater treatment creates disposal costs, and agricultural operations face increasing pressure to manage manure responsibly. An anaerobic digester converts these liabilities into assets.
Environmental compliance meets profitability
Digesters help your clients meet emissions reduction targets while generating renewable energy credits. Governments worldwide are tightening regulations on organic waste disposal and methane emissions. By installing digester systems, you position clients to avoid future penalties and capture carbon credit revenue. The biogas produced can offset fossil fuel consumption, reducing Scope 1 and Scope 2 emissions for industrial facilities and farms.
Converting waste methane into energy creates measurable environmental impact that regulators recognize and reward.
Revenue from waste streams
Instead of paying to haul away organic waste, your clients can convert it into sellable BioMethane and fertilizer products. Digesters process multiple feedstock types simultaneously, accepting food waste, manure, crop residues, and industrial organic byproducts. This flexibility creates additional revenue as tipping fees from waste generators who need disposal solutions. The economics improve further when you pair digesters with high-efficiency processing equipment that maximizes methane recovery and minimizes operating costs.
How anaerobic digestion works
The anaerobic digestion process transforms complex organic molecules into simple compounds through four sequential microbial stages. Each stage depends on the previous one, creating a biological chain reaction inside your anaerobic digester. Understanding these stages helps you optimize feedstock preparation and troubleshoot performance issues.
The four-stage breakdown
Hydrolysis starts the process by breaking down complex carbohydrates, proteins, and fats into sugars, amino acids, and fatty acids. Acidogenesis follows, converting these simpler molecules into volatile fatty acids, alcohols, hydrogen, and carbon dioxide. Acetogenesis transforms the volatile fatty acids into acetic acid, the primary food source for methane-producing bacteria. Methanogenesis completes the cycle, with specialized bacteria consuming acetic acid and hydrogen to produce methane and carbon dioxide.
This four-stage process runs continuously once established, but it requires weeks to months for initial bacterial populations to stabilize.
Operating conditions that drive the process
Temperature control determines bacterial activity rates. Mesophilic digesters operate at 95-104°F (35-40°C) with longer retention times, while thermophilic systems run at 122-131°F (50-55°C) for faster digestion and better pathogen destruction. You also need to maintain pH between 6.8 and 7.4 to prevent bacterial die-off. Retention time varies from 15 to 30 days depending on feedstock composition and temperature regime.
What you get out of a digester
An anaerobic digester produces two primary outputs that create value for your clients: biogas and digestate. Biogas contains 50-70% methane and needs processing before you can inject it into pipelines or use it as vehicle fuel. Digestate is the nutrient-rich material remaining after digestion completes, suitable for land application or further processing into commercial fertilizer products. Both outputs generate revenue when you design the system properly.
Biogas production
Biogas emerges from the digester containing methane, carbon dioxide, hydrogen sulfide, water vapor, and trace contaminants. Raw biogas typically provides 600-800 BTU per cubic foot, but you need to remove impurities and upgrade it to pipeline-quality BioMethane at 95%+ purity. Systems like 99pt5's BioTreater™ guarantee 99.5% methane recovery while reducing CO2e emissions by the same percentage. Your clients can sell upgraded BioMethane to natural gas utilities, use it onsite for heating or power generation, or compress it as renewable vehicle fuel.
Processing raw biogas into high-purity BioMethane transforms a waste product into a premium energy commodity.
Digestate as fertilizer
Digestate exits the digester as a separated liquid and solid fraction rich in nitrogen, phosphorus, and potassium. Liquid digestate works as liquid fertilizer for direct field application, reducing clients' synthetic fertilizer costs. Solid digestate can be composted, sold as soil amendment, or processed into pelletized fertilizer products that command premium prices in organic agriculture markets.
Key design and operating factors
Several critical parameters determine whether your anaerobic digester performs efficiently or struggles with instability. You need to control temperature consistency, mixing intensity, organic loading rate, and feedstock composition to maintain healthy bacterial populations and maximize biogas output. These factors interact with each other, so optimizing one without considering the others creates performance bottlenecks that reduce methane production and increases operating costs.
Temperature and retention parameters
Your digester requires constant temperature maintenance to prevent bacterial die-off and productivity drops. Temperature fluctuations greater than 2-3°F per day stress methanogenic bacteria, causing acid accumulation and reduced biogas production. Hydraulic retention time impacts performance directly, with 15-20 days minimum for mesophilic systems and 12-15 days for thermophilic operations.
Maintaining stable operating conditions prevents the weeks-long recovery periods that follow bacterial population crashes.
Feedstock management
Carbon-to-nitrogen ratio should stay between 20:1 and 30:1 for optimal bacterial growth and methane production. You also need to monitor organic loading rate, typically 2-4 kg volatile solids per cubic meter per day for stable operation. Overloading causes acid buildup and pH drops that kill methanogenic bacteria. Underloading wastes digester capacity and reduces revenue potential from both biogas sales and tipping fees.
Final takeaways
An anaerobic digester converts organic waste into biogas and digestate, creating revenue streams from materials your clients currently pay to dispose of. The biological process requires careful management of temperature, pH, retention time, and feedstock composition to maintain stable operation and maximize methane production. When you design systems properly, clients benefit from reduced waste disposal costs, renewable energy credits, and saleable fertilizer products.
Raw biogas exits the digester containing methane, carbon dioxide, and contaminants that prevent direct use as fuel. Processing this raw gas into grid-quality BioMethane requires specialized equipment that guarantees high recovery rates and low operating costs. Your project economics depend on maximizing methane recovery while minimizing energy consumption during purification.
99pt5's BioTreater™ system delivers guaranteed 99.5% methane recovery with the lowest operating expenses in the industry. Contact us to discuss how our processing equipment integrates with your anaerobic digester projects.